


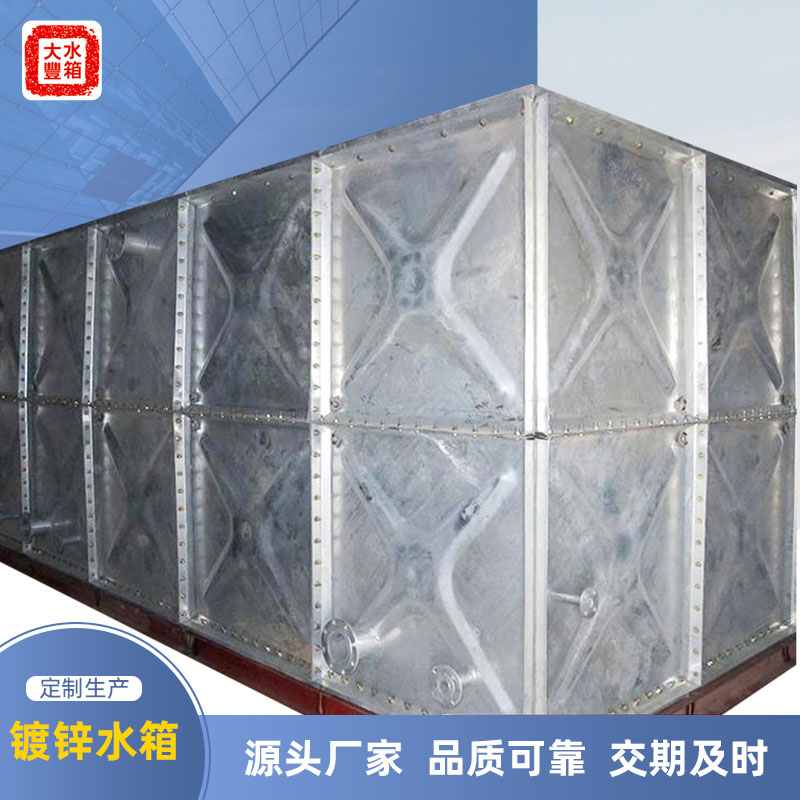

镀锌板水箱特点 镀锌板水箱主要采用Q235钢板冲压而成,形成1000×1000、1000×500、500×500等标准板块后经热浸镀锌处理后形成镀锌板水箱板。 优点是:一、全螺栓连接,现场进行组装,组装快捷方便,组装时采用没毒的密封条密封,不会出现漏水及密封不严现象。 二、水箱内拉杆结构,使力学性能合理,高可达到4米。镀锌板水箱对安装现场无别的要求,不需吊装设备,容积可达到用户要求。







镀锌板水箱与冲压式内涂钢板水箱相比,其箱体结构、选材、装配方式完全相同,其差异在防腐方式不一 样。镀锌板水箱采用先进工艺,选用材料,经热镀锌,使水箱板面形成致密镀锌层,与钢板界 面离子之间互相渗透,混合形成扩散层,加大了镀锌面的附着强度。镀锌面光滑,容易清洗,且耐腐 蚀,钢板组装结构,不易变形、抗震性强、抗冲击力大, 冲压式内涂钢板水箱制作工艺,铁板除锈一遍,内涂刷环氧树脂两遍,制作完成后使用中,树脂与铁板的粘接力不强,容易出现气泡、脱层、钢板容易生锈腐蚀。树脂容易造成脱落,进而缩短水箱的使用寿命,并会造成水质的二次污染,冲压式内涂钢板水箱耐腐蚀性差。

镀锌板水箱采用先进工艺,选用材料,经热镀锌,使水箱板面形成致密镀锌层,与 钢板界面离子之间互相渗透,混合形成扩散层,加大了镀锌面的附着强度。镀锌板水箱镀锌面光滑,容易清洗,且耐腐蚀,钢板组装结构,不易变形、抗震性强、抗冲击力大,通过长时间的广泛使用,显示出良好的效果并得到用户好评。 镀锌板水箱制造领域,所要解决的技术问题是提供一种热镀锌钢板的制造方法,通过热镀锌工艺中控制钢板出锌锅后的冷却速率调整镀层的优晶粒取向,提高镀层的附着性。该方法具体为钢板经酸洗、退火后进行热镀锌操作;热镀锌操作过程中,入镀浴时钢板温度为55~465℃,锌锅中镀浴温度为450~460℃,镀浴中Fe含量<0.03%,镀浴中Al含量0.16~0.18%,钢板机组速度110~120m/min,钢板出锌锅后用风冷进行强制冷却,冷却速率70~90%。上述工艺条件使钢板与锌镀层之间形成取向优化的Zn(002)晶粒,使镀层的附着性、抗划性、耐磨性明显提高。

您好,欢迎莅临大丰水箱,欢迎咨询...
 触屏版二维码 |






